- 注塑(sù)模具熱線: 13826947996
- |塑膠注塑郵箱: ys@lzydfm.com |注塑模具(jù)留言: 在線留言

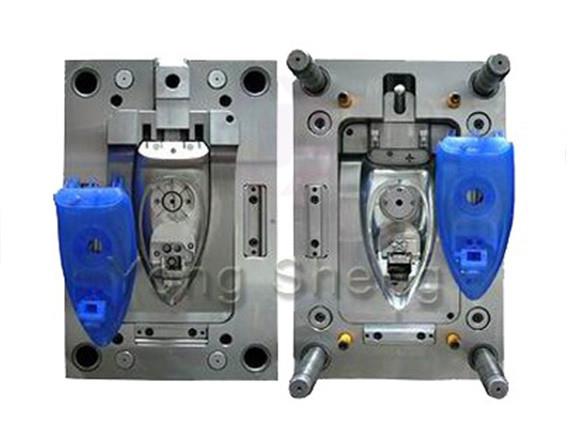
塑料模具廠家加(jiā)工過程以及怎樣減少缺陷
塑料模具廠家坯料預備(bèi)→零(líng)件粗加工→半精加工→熱處置→精加工→型腔外表處置→塑料模具廠家安裝→上機調試。坯料預備期間是為塑料模具廠家零件供給相應的坯料,擬定好加工技術,當(dāng)然加工技術要依照零件的精度需求和資料的類型來擬定。
塑料模具廠家安裝的主要內容是將已加工好的塑料模具廠家零件及標準件按塑料模具廠家總安裝圖需求安裝成一副完好的塑料模具廠家。在安裝進程中,需對某些塑(sù)料模具廠家零件進行拋光和修整(zhěng)。試模後(hòu)還需對某些部位進行調整和修(xiū)整,使塑料模具廠家出產的製(zhì)件契合圖樣需(xū)求,並且塑料模具廠家能正(zhèng)常地接連作業(yè),塑料模具廠家加工進程才完畢。
塑料模具廠家加工(gōng)如何削減缺(quē)點:
1 模具廠家加工合理挑選和修整砂輪,選用白剛玉的砂輪較好,它的功能硬而脆,且易發生新(xīn)的切削(xuē)刃,因而切削力小,磨削(xuē)熱較(jiào)小,在粒度上運用中等粒度,如46~60目較好,在砂輪硬度上選用中柔和軟(ZR1、ZR2和R1、R2),即粗粒度、低硬度的砂輪,自勵性好可下降切削(xuē)熱。 精磨時(shí)挑選恰當的砂輪十(shí)分重要,關於塑料模具廠家鋼材的高釩高(gāo)鉬情況,選(xuǎn)用GD單晶剛玉砂輪對比合適,當加工硬質合金、淬火硬度高的資料時,優先選用有機粘結劑的金剛石砂輪,有(yǒu)機粘結劑砂輪自磨性好,磨出的工件粗糙度可達Ra0.2μm,這些年,跟著新資料的運用(yòng),CBN(立方氮化硼)砂輪顯示出十分好的加工效果(guǒ),在數控成型磨床、坐標磨(mó)床、CNC表裏圓磨(mó)床上精加工,效果優於其(qí)它品種砂輪(lún)。 在磨削加工中,要(yào)注(zhù)意及時修整砂輪,堅持砂輪(lún)的鋒利,當砂輪鈍化後,會在工件外表滑擦、揉(róu)捏,形成工件外表燒傷,強度下降。
2 模(mó)具廠家加(jiā)工合(hé)理運用冷卻光滑液,發揚冷卻、洗刷、光滑的三大效果,堅持冷卻光滑清洗,然後操控磨削熱在答應範圍內,以避免工件熱變形。改(gǎi)進(jìn)磨削時的冷卻條件,如選用浸油砂輪(lún)或內冷卻砂輪等辦法(fǎ)。將切削(xuē)液(yè)引進砂輪的中間,切削液可直接進入磨(mó)削區,發揚有用的冷卻效果,避免工件外表燒傷。
3 將(jiāng)熱處置後的淬火(huǒ)應力下降到最低極限,由於淬火應力、網(wǎng)狀碳化安排在磨削力的效果下,安排發生相變很容易使工件發生裂紋。關於高精度塑料模具廠家為了消除磨削的剩餘應力,在磨削後應進行低溫時效處置以(yǐ)進步耐性(xìng)。
4 模(mó)具廠家加工消除磨削應力也可將塑料模具廠(chǎng)家在260~315℃鹽浴中浸1.5 min,然後在30℃油中冷卻,這樣硬度可下降1HRC,殘留應力下降40%~65%。

注塑模具技術的(de)新發展隨著現代科技(jì)的不斷發展(zhǎn),注塑模具技術也在不(bú)斷進步。本文將介(jiè)紹注塑模具的基(jī)本(běn)概念(niàn)、設計原則、設計流程、製造技巧、現狀以(yǐ)及發展趨勢,從而幫助(zhù)讀者更好地了解這(zhè)一領域的發展情況。一、注塑模具…
查看塑料模具更(gèng)多
2023年塑膠模具製作流(liú)程是怎(zěn)麽樣的?塑膠模具製作流程包括以下(xià)步(bù)驟:產品排位:在模具(jù)內考慮產品長寬方位和進膠位置以及間(jiān)隔,並抓主視圖和後視圖。模仁訂購:根據產品大小、生(shēng)產批量和模穴數(shù)等決定模仁大(dà)小。模胚訂購…
查看(kàn)塑料模具更多
塑膠模具設計基礎知識包括以(yǐ)下方麵:模具材料:模具材料的選擇對於模具(jù)的質量和使用壽命有著至關重(chóng)要的影響。常用的塑膠模具鋼材包括(kuò)718、2738、P20等。模具結構:模具結構的設計需要考慮產品的形狀(zhuàng)、大小、壁(bì)厚、拔模…
查看塑料模具更多(duō)
2024年模具注塑成型的步驟有哪(nǎ)些 1.加熱、預塑化   螺杆(gǎn)在傳動係(xì)統的驅動下,將來(lái)自(zì)料鬥的(de)物料向前輸送,壓實(shí),在料筒外加熱器、螺杆和機筒的剪切、摩擦的混合作用下,物(wù)料逐(zhú)漸熔融,在料(liào)筒的…
查看塑料模具更多
注塑模具技術(shù)的新發展(zhǎn)隨著現代科技的不斷發展,注塑(sù)模具技術也(yě)在不斷進步。本文將介(jiè)紹注塑模具的基本概念、設(shè)計原則、設計流程、製造技巧、現狀(zhuàng)以及(jí)發展趨勢,從(cóng)而幫助讀者更好地了解這一領域的發展情況。一、注塑模具的分類(lèi)、結構、材料注塑模具是一種用於生產各種(zhǒng)塑料製品的…
2023年塑膠模具製作流程是怎麽樣的?塑膠模具製作流程包括(kuò)以下步驟(zhòu):產品排位:在模具內考慮產品長(zhǎng)寬方位和(hé)進膠位置以(yǐ)及間隔,並抓(zhuā)主視圖和後(hòu)視圖(tú)。模仁訂購:根據產(chǎn)品大小、生產批量和模穴數等決定模仁大小。模胚訂購:根據模仁大小和(hé)抽芯機構(側)、進膠方式和位(wèi)置、前模(mó)是…
塑(sù)膠模具設計基礎知識包(bāo)括以下方麵:模具材料:模具材料的選擇對於模(mó)具的質量和使用(yòng)壽命有著至關重要(yào)的影響。常用的塑膠模具(jù)鋼材包括718、2738、P20等。模具結構:模具結構的設計需要考慮產品的形狀、大小、壁厚、拔模斜度、進澆方式等因素,同時還需(xū)要考慮排氣、頂出、冷卻等…
2024年模具注塑成型的(de)步驟有哪些 1.加熱、預塑化  螺杆在傳動係統的驅動下,將來自料鬥的物料向前輸送(sòng),壓實,在料筒外加熱(rè)器、螺杆和機筒的剪切(qiē)、摩擦的混合作用下,物料逐漸熔融,在料筒的頭部已(yǐ)積聚了一定量的熔融塑料,在熔體的壓力下,螺杆緩慢後…

塑(sù)膠模具報(bào)價明細表是一個詳細列出模具製(zhì)作過程中各項費用及(jí)其明(míng)細的表格,它有助(zhù)於客戶清晰地了解模具的成本構成。以下是一個簡化的塑膠模具報價明細表(biǎo)示例,請注意,實際報價會根(gēn)據模具的具體要求、材料、尺寸、複雜程度以及市場供應情況等因素有所不同。塑膠模具報價(jià)明細表…
2019 © 五金塑膠製品(pǐn)版權所有. |培戀網ALL Rights Reserved.粵ICP備2021106122號