- 注塑模具熱線: 13826947996
- |塑膠注(zhù)塑郵箱: ys@lzydfm.com |注塑模具留言: 在線留言(yán)

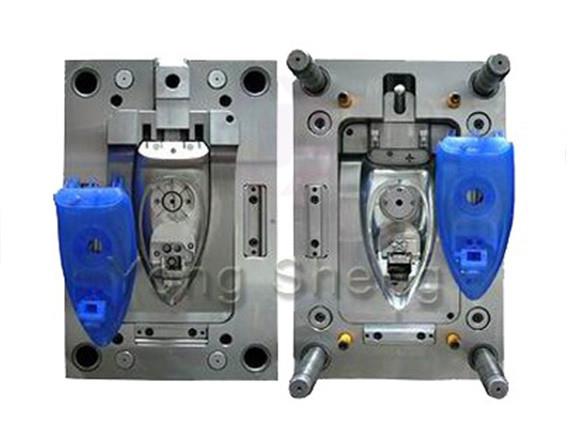
91视频污污污污污污软件下载主要(yào)業務涉及家(jiā)電,通訊,廚衛,電腦,汽車,玩具,辦公設備,運動器材,醫療器材,園林設備等各(gè)大領域的塑膠注塑模具(jù).具體的產品為模具(jù)開模及注塑塑膠件和壓鑄五金件。
1:模具:需提供產品設計圖紙(2D,3D)或樣板,簡單規(guī)則產品也可隻提供具體尺寸大(dà)小
模具穴數,壽命要求(qiú),表(biǎo)麵處理(lǐ)等,您可以提(tí)供更加詳(xiáng)細的資料,有助於我司報價更(gèng)加(jiā)精準
2:產品+模具報價:需提(tí)供產品(pǐn)設計圖紙(2D 3D)或樣板,簡單規則產品(pǐn)也可隻提供尺寸大小,
產品數量,材料要求,表麵要求等
(準確和詳細的信息能獲得更加專業準確的報價)
如何(hé)過去你們注塑模具工廠進行商務洽談?
91视频污污污污污污软件下载非常真誠的歡(huān)迎各位前來工廠參觀,交流與合作。
您可以從廣(guǎng)州火車站走300米到省汽車
長途汽車-東(dōng)莞長安汔車北站(zhàn)。打車-新安藝名軒幼兒園
高鐵可(kě)以乘坐至虎門高(gāo)鐵站,再打車過來。
塑料模具廠(chǎng)家加(jiā)工過程以及怎樣減(jiǎn)少缺陷
塑料模具廠家坯料預(yù)備→零件粗加工→半精加工→熱處置→精加工→型腔外表處置→塑料模具廠家安(ān)裝→上機調試。坯料(liào)預備期(qī)間是為塑料模具(jù)廠家零件供給相應(yīng)的(de)坯料,擬定好加(jiā)工技術,當然加工技術要依照零件的精度需求和資料的類型來擬(nǐ)定。
塑料模具廠家安裝的主要內容是將已加工好的塑料模(mó)具廠家零件及(jí)標準件按(àn)塑(sù)料模(mó)具廠家總安裝圖需求安裝成一副完好的(de)塑料模具廠家。在安裝進程中,需對(duì)某些塑料模(mó)具廠家零(líng)件進行拋光和修整。試模後還需對某些部位進行(háng)調整和修整,使(shǐ)塑料模具廠家出(chū)產的(de)製件契合圖樣需求,並且塑料模具廠家能正常地接連作(zuò)業(yè),塑料模具廠家加工進程才完畢(bì)。
塑料模具廠家加工如(rú)何削減缺點:
1 模具廠家加工合理挑選和修整砂輪,選用(yòng)白剛玉(yù)的砂輪較好,它的功能硬而脆,且易(yì)發生新的切削刃,因而切削力小,磨削熱較小(xiǎo),在粒度上運用中等粒度,如46~60目較好,在砂輪硬度上選用中柔和軟(ZR1、ZR2和R1、R2),即粗粒度、低硬(yìng)度的(de)砂輪,自勵性好可下降切削熱。 精磨時挑選恰當的(de)砂輪十分重(chóng)要,關於塑料模具廠家鋼材的高釩(fán)高鉬情況,選用GD單晶剛玉砂輪對比合適,當加工(gōng)硬質合金、淬火硬度高的資料(liào)時,優先選用有機粘結劑的金剛石砂輪,有機粘結劑砂輪自磨性好,磨出的工件粗糙度可達Ra0.2μm,這些年,跟著新資料的運用,CBN(立方氮化硼)砂輪顯示出十分(fèn)好的加工效果,在數控成型磨床、坐標磨床、CNC表裏圓磨床上精加工,效果優於其(qí)它品種砂輪。 在磨(mó)削加工中,要注意及時修整砂輪,堅持砂輪的鋒利,當砂輪鈍化後(hòu),會在工件外表滑擦、揉捏,形成工件外表燒(shāo)傷,強度下(xià)降。
2 模(mó)具廠家(jiā)加工合理運用冷卻光滑液,發揚冷卻、洗刷、光滑的三大效果,堅持冷卻(què)光滑清洗,然後(hòu)操控磨削熱在答應範(fàn)圍內,以避免工(gōng)件熱變形。改進磨削時的冷卻條(tiáo)件,如選用浸(jìn)油(yóu)砂輪或內冷卻砂(shā)輪(lún)等辦法。將(jiāng)切削液引進(jìn)砂(shā)輪(lún)的中(zhōng)間,切削(xuē)液(yè)可直接進入磨削區,發揚有用的冷卻(què)效果,避免工件外表(biǎo)燒傷。
3 將(jiāng)熱處置後的淬(cuì)火應力下(xià)降(jiàng)到最低極限,由於淬火應力、網狀碳化安排在磨削力的效果(guǒ)下,安排發生(shēng)相變很(hěn)容(róng)易使工件發生裂紋(wén)。關於高精度塑料模具廠家為了消除磨削的剩餘應力,在磨削(xuē)後(hòu)應進行低溫時效處置以進步耐性。
4 模具廠家加工(gōng)消除磨削應(yīng)力也可(kě)將塑料模具廠家在260~315℃鹽浴中浸1.5 min,然後在30℃油中冷卻,這樣硬度可下降1HRC,殘留(liú)應力下降(jiàng)40%~65%。
有(yǒu)多(duō)年模具(jù)開發和注塑經驗[13826947996],東莞塑料模具工廠可以加工(gōng)塑膠(jiāo)模具,塑料(liào)製品,注塑模具,注塑外殼類模具等,提供模具設計,模具加工,注塑代加工廠,模具開發製造等.歡迎來電谘詢!
注塑(sù)模具加工相(xiàng)關產品:|塑料注塑模具廠|汽車外(wài)殼注塑|注塑模具|外殼配件模具|塑料模(mó)具廠|塑料周轉箱模具|








2019 © 五金塑膠製品版權所有(yǒu). |培戀網ALL Rights Reserved.粵(yuè)ICP備2021106122號